Hier sieht man ganz schön diese rauere Oberfläche. Könnte es sich hier um das SLS Verfahren handeln?

Jepp, das wird ein Druck mit dem SLS Verfahren sein. Zwischen dem und der erreichbaren Oberflächenqualität von Resindruckern liegen Welten.
Zum Vergleich nochmal das zweite populäre Shapeways Verfahren (Fine Detail Plastic/Material Jetting). Die Mulde ist im Maßstab 1:87 und die Oberfläche nicht bearbeitet. Die Flächen sind leicht rauh.

Dann ein paar Drucke aus meinem Anycubic Photon zum Vergleich auch wieder 1:87. Hier wurde nur die Stützkonstruktion entfernt. Ansonsten sind die Oberflächen auch wieder unbearbeitet.
Als erstes ein Schneidwerk in H0. Schneidwerkstisch, Einzugsschnecke und Haspel sind jeweils Einzelteile und nur lose zusammen gesteckt. Die Ausrichtung des Schneidwerkstisch beim Druck war waagerecht, daher sieht man die Druckschichten.
Als nächstes Geländer für den Siku John Deere 8500i Häcksler in 1:87. Die Geländerholmstärke ist hier 0,4 mm. Hätte man sicher auch aus Draht oder PS-Profilen biegen können, aber wozu hat man den Drucker stehen?
Hier kann man auch noch die Ansätze für die Stützkonstruktion erkennen. Bei filigranen Teilen ist das tlw. ganz schön fummelig die sauber zu entfernen. Da muss man schon ein bisschen experimentieren um das Resin passend aushärten zu lassen um hier sauber arbeiten zu können.

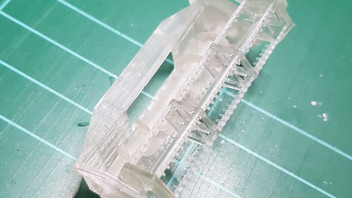
Hier nun ein paar Mähdrescher Teile zum oben gezeigten Schneidwerk ebenfalls in 1:87, wo auch nur die Stützkonstruktion entfernt wurde und die ich dann ohne Bearbeitung der Oberflächen grundiert habe. Der Druck dieser Teile hat etwa 8h gedauert, da die Teile die Bauraumhöhe weiter als üblich ausgereizt haben. Die Druckzeit ist nur abhängig von der Höhe des Bauteils im Bauraum sprich also der Anzahl der zu druckenden Schichten.
Teile in dieser Größe dürften in 1:32 für Resin Drucker mit Standard Bauraum auf 5 bis 6" Displays für die Belichtung ohne Stückelung nicht machbar sein. Da wäre ein Drucker wie der neue Photon Mono X schon sinnvoll aber auch deutlich teurer als ein Photon Classic.

Bei der Oberflächenqualität ist natürlich auch immer ein bisschen experimentieren mit den Geräteeinstellungen sinnvoll. Von Resin zu Resin gibt es da auch Unterschiede für die optimalen Einstellungen. Als positiv hat sich bewährt die Bauteile für den Druck zu kippen und auch so auszurichten bzw. zu konstruieren das die Ansätze der Stützkonstruktionen später unsichtbar sind.
Was man für einen heimischen Resin Drucker auch nicht ausser Acht bleiben sollte ist der Geruch bzw. die Ausdünstungen des offenen Resins. Die Ausdünstungen sind zum einen gesundheitsschädlich und auch störend, das aber je nach Resin und eigenem Empfinden verschieden. Auch sonst ist das Material nicht ohne und mit entsprechender Vorsicht zu verarbeiten. Einen Raum für den Drucker, der nicht gleichzeitig Aufenthaltraum ist und eine gute Lüftung hat, kann ich da nur empfehlen. Meiner steht im Arbeitszimmer, wo das Fenster auf Kipp steht wenn der Drucker läuft. Und dort arbeitet immer nur einer, entweder ich oder der Drucker. Für den Druckerstandort sollte man auch auf die Raumtemperatur achten. Zu niedrige Temperaturen mag das Resin nicht.
Ich hoffe so einen Eindruck verschafft zu haben was mit einem Resin Drucker im Vergleich zu anderen Druckverfahren möglich ist.
Gruß Norbert

